Da die Weltbevölkerung stetig wächst und die Nachfrage nach Lebensmitteln steigt, wird das Streben nach sicheren Lieferketten immer wichtiger. Bei der Bewältigung der komplexen Herausforderungen im Bereich Lebensmittelsicherheit und -qualität erweisen sich unsere hochmodernen Kameras als unverzichtbare Partner, die nicht nur eine einheitliche Lebensmittelqualität gewährleisten, sondern auch die Produktionseffizienz auf ein noch nie dagewesenes Niveau heben.
Bildverarbeitungssysteme spielen bei der Inspektion von Lebensmitteln eine entscheidende Rolle: Sie messen die Geometrie, analysieren die Qualität, erkennen Fremdkörper und prüfen die Verpackung. Unsere Kameras unterstützen Sortier- und Klassifizierungsprozesse, das Lesen von Barcodes, Etiketteninspektionen und Robotertechnik.
Auch die Qualitätssicherung in der Getränkeindustrie erfordert Kameras für die Inspektion von Flaschenverschlüssen und -seitenwänden, den Füllstand und die Erkennung von Rissen oder Materialfehlern.
Es steht viel auf dem Spiel – schon kleine Störungen können zu massiven Verlusten führen. Unsere Kameras sorgen für einen unterbrechungsfreien Betrieb, passen sich nahtlos an die unterschiedlichsten Konfigurationen an und stellen sicher, dass jedes Bild in Ihrer Produktion von Effizienz und Perfektion geprägt ist.
Die Kameras von Allied Vision unterstützen diese Anforderungen mit einer breiten Palette an zuverlässigen Technologien, Plattformen und Funktionen:
- Solide und einfach adressierbare Schnittstellen wie GigE/5GigE ermöglichen Multi-Kamera-Setups und lange Kabellängen
- Möglichkeit der Anpassung mit Bandpassfiltern zur Verbesserung des Bildkontrasts
- Optionale IP67-Gehäuse und flexible Montage-/Anschlussmöglichkeiten für rauen Umgebungen
- Funktionen wie die "Region of Interest" zur Erhöhung der Bildraten
- Erweiterte Trigger- und Sequenzer-Funktionen für eine präzise Synchronisation von Prozessen
- Global-Shutter-Technologie zur Vermeidung von Unschärfeeffekten
- OEM / Kundenspezifische Dienstleistungen bis zu höchster Komplexität




Alvium G1 - Vielseitigkeit trifft auf höchste Bildqualität
Unsere Alvium G1 kombiniert die Vorteile des etablierten GigE Vision-Standards mit der Flexibilität der Alvium-Plattform. Ausgestattet mit einer Farbkorrekturmatrix, die eine genaue Farbdarstellung auch unter schwierigen Lichtverhältnissen gewährleistet, und einer umfassenden Multi-ROI-Implementierung für eine effiziente und zielgerichtete Inspektion, bietet unsere Alvium G1 ein gut geeignetes Funktionspaket für Anwendungen in der Lebensmittel- und Getränkeindustrie. Mit über 17 Global-Shutter-Sensoren von 0,3 MP bis 24,6 MP, einschließlich hyperspektraler Optionen (UV, NIR & SWIR), zeichnet sich die Alvium G1 als vielseitige Lösung für eine breite Palette von Anwendungen in der Lebensmittel- und Getränkeindustrie aus. Mit einem Temperaturbereich von -20°C bis 65°C gewährleistet sie auch unter wechselnden Bedingungen eine optimale Bildqualität.

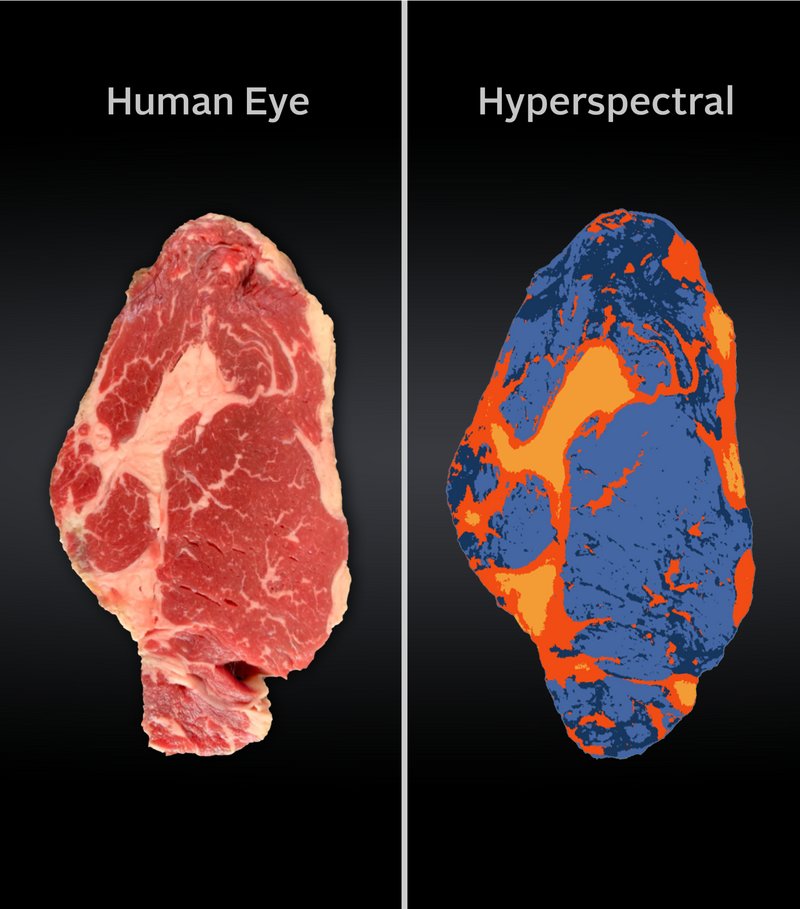
Infrarot Bildgebung - mehr als das Sichtbare sehen!
Nahinfrarotkameras (NIR) und Kurzwelleninfrarotkameras (SWIR) können die Qualität von Inspektionssystemen in der Lebensmittel- und Getränkeindustrie weiter verbessern. Dafür bieten wir Ihnen unsere Alvium SWIR-Kameras mit sogenannter SWaP+C-Funktionalität – innovative SWIR-Technologie im kompakten Design zum günstigen Preis. Für gehobene Ansprüche an die Bildqualität und Reproduzierbarkeit stehen unsere Goldeye SWIR-Kameras mit thermoelektrischer Kühlung (TEC) zur Verfügung, die eine Vielzahl an InGaAs-Sensoren mit hoher Dynamik und geringem Rauschen unterstützen. Beide Kameras bieten eine hohe Linearität und ausgezeichnete Bildhomogenität, die durch den Sensor selbst (Modelle mit IMX99x) und/oder eine automatische 2-Punkt-Korrektur (Goldeye-Modelle) unterstützt wird. Darüber hinaus verfügen die Kameras über eine flexible Mehrfachauswahl von ROIs. Die Kameras sind einfach einzurichten und ermöglichen somit ein echtes Plug & Play-Erlebnis.
Finding the right camera for your application
For more than 30 years, Allied Vision has been helping people to reach their imaging goals. By focusing on what counts for each customer, Allied Vision finds solutions for every application, a practice which has made Allied Vision one of the leading camera manufacturers worldwide in the machine vision market.
Our engineers design digital cameras with a large scope of resolutions, frame rates, bandwidths, interfaces, spectral sensitivities, sensor technologies, and technical platforms.